 ENGLISH
ENGLISH 简体中文
简体中文 GERMAN
GERMAN SPAIN
SPAIN
 +86 181-5747-1135
+86 181-5747-1135The key advantages of Teflon cable in industrial applications include:
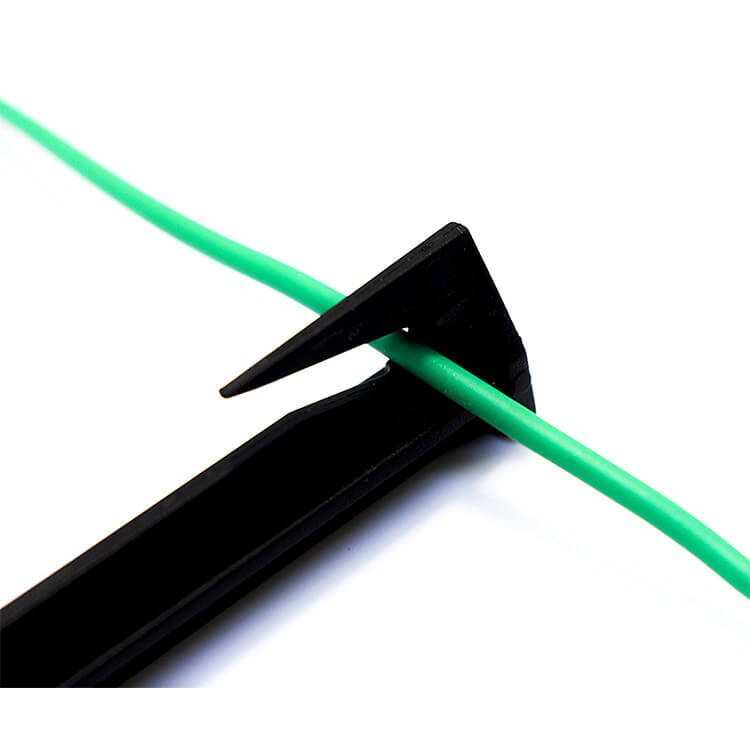
Temperature Resistance: Teflon cables can withstand a wide range of temperatures, from extremely low to very high temperatures, making them suitable for use in environments with extreme heat or cold.
Chemical Resistance: Teflon is highly resistant to chemicals, oils, solvents, and other corrosive substances, making Teflon cables ideal for use in harsh industrial environments where exposure to chemicals is common.
Electrical Insulation: Teflon has excellent electrical insulation properties, providing reliable insulation against electrical currents and minimizing the risk of electrical shorts or failures.
Low Friction: Teflon's low coefficient of friction reduces wear and tear on the cable, resulting in longer service life and reduced maintenance requirements.
Flexibility: Teflon cables are highly flexible, allowing for easy installation in tight spaces or areas with complex configurations. This flexibility also reduces the risk of cable damage or breakage during installation or operation.
Non-Stick Surface: Teflon's non-stick properties make it resistant to dirt, debris, and other contaminants, ensuring smooth and uninterrupted operation of the cable over time.
Weather Resistance: Teflon cables are resistant to UV radiation and weathering, making them suitable for outdoor applications where exposure to sunlight and environmental elements is a concern.
Lightweight: Teflon cables are lightweight compared to other cable materials, making them easier to handle and install, especially in applications where weight is a consideration.
Durability: Teflon cables are highly durable and resistant to abrasion, tearing, and mechanical damage, ensuring reliable performance even in harsh operating conditions.
Longevity: Teflon cables have a long service life and can withstand repeated bending, flexing, and stretching without degradation, resulting in reduced replacement costs and downtime.








 Abroad:+86 181 5747 1135
Abroad:+86 181 5747 1135 FAX: +86 574 8900 7636
FAX: +86 574 8900 7636 E-mail:
E-mail: 

 read the map
read the map

