 ENGLISH
ENGLISH 简体中文
简体中文 GERMAN
GERMAN SPAIN
SPAIN
 +86 181-5747-1135
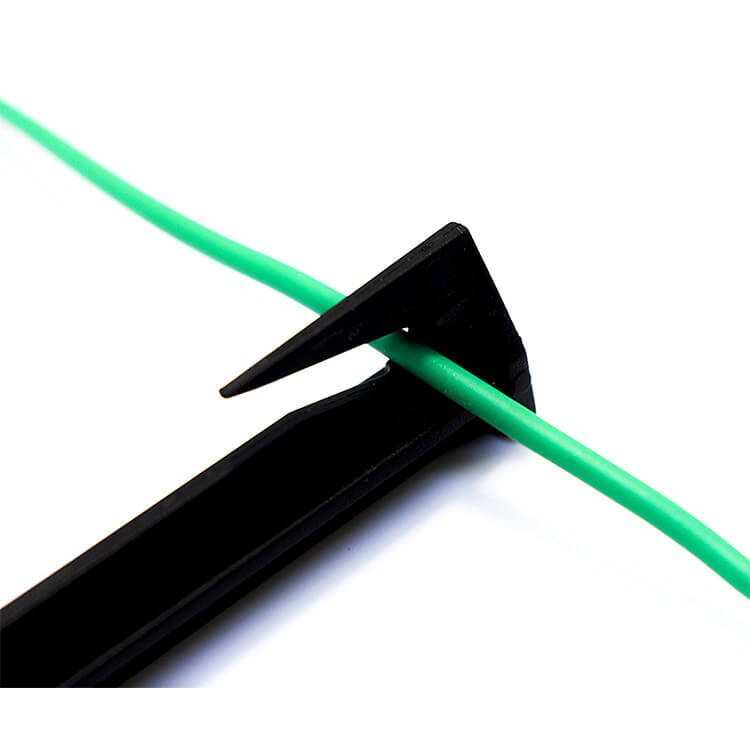
+86 181-5747-1135The application of XLPE insulation in automotive wires has shown significant advantages in many aspects compared with other insulation materials. These advantages not only improve the performance of wires, but also broaden their application scenarios. XLPE insulation materials form stable chemical bonds between polyethylene molecular chains through a chemical or physical cross-linking process, thereby greatly improving the heat resistance of the material. This means that XLPE insulated cables can still maintain stable electrical performance and mechanical strength at higher temperatures. Its long-term working temperature can reach 90°C, or even higher under some special formulas, and its short-term withstand temperature can be as high as 250°C, far exceeding the limits of ordinary polyethylene (PE) and polyvinyl chloride (PVC) insulated cables. This is crucial for wire applications in high-temperature environments such as car engine compartments, ensuring stable signal transmission and long-term reliability of the circuit.
XLPE insulation material has excellent resistance to chemical solvents and corrosion, and can maintain the stability of its physical and chemical properties in a variety of corrosive environments. This includes acid and alkali resistance, grease resistance, solvent resistance and other properties, allowing XLPE insulated cables to still work reliably in the complex and changeable chemical environment inside the car. In contrast, PVC insulated cables may decompose under high temperatures or specific chemical environments, releasing harmful gases and affecting the health of passengers.
XLPE insulated cable has excellent electrical properties, with high insulation resistance and low dielectric loss tangent. These properties hardly change with temperature changes. This means that under extreme temperature conditions, XLPE insulated cables can still maintain their good electrical insulation properties, effectively prevent current leakage and short circuits, and ensure the safe and stable operation of automotive electrical systems.
XLPE insulation material does not contain halogens, so it does not release corrosive gases and toxic gases such as hydrogen chloride when burned, and is harmless to the environment and human health. This is in line with the high requirements for environmentally friendly materials in modern automobile manufacturing and is also an important trend in the development of automobile wires in the future. PVC insulated cables will decompose at high temperatures and produce toxic gases, which may pose a threat to passengers and rescuers.
XLPE insulated cables have excellent mechanical and physical properties, such as high strength, high toughness, and wear resistance, and can withstand large mechanical stress without being easily damaged. This is critical to the durability of automotive wiring in complex and varied installation environments, such as near door hinges, under seat rails, etc. In addition, the environmental stress cracking resistance of XLPE insulated cables is also better than that of PVC, and it can maintain structural integrity under more severe conditions.
Due to its light weight and small diameter, XLPE insulated cables are not only easy to install and lay, reducing material consumption and labor costs, but also make the layout of wires inside the vehicle more flexible and improve space utilization. At the same time, the accessory connector design of XLPE insulated cable is also simpler, which reduces the installation difficulty and failure rate and facilitates later maintenance and replacement.
The application of XLPE insulation in automotive wires has become an indispensable part of modern automotive electrical systems due to its excellent heat resistance, chemical solvent resistance, electrical stability, environmental safety, excellent mechanical and physical properties, and ease of installation and laying. It is an indispensable important component, especially in low-voltage signal circuits with high performance requirements, and it has shown unparalleled advantages.








 Abroad:+86 181 5747 1135
Abroad:+86 181 5747 1135 FAX: +86 574 8900 7636
FAX: +86 574 8900 7636 E-mail:
E-mail: 

 read the map
read the map

